Automatización en la industria farmacéutica: más allá de la producción
La automatización en la industria farmacéutica suele centrarse en los procesos de fabricación y envasado primario, donde los estándares de calidad y control son especialmente estrictos. Sin embargo, cada vez más laboratorios y plantas industriales están extendiendo esta automatización hacia las operaciones de final de línea, como el ensacado y paletizado, que también deben cumplir normativas exigentes y mantener altos niveles de higiene, precisión y trazabilidad.
Integrar soluciones automatizadas en esta fase permite reducir errores humanos, mejorar la seguridad del producto final y aumentar la eficiencia operativa, algo esencial en un sector donde los márgenes de error son mínimos.
Ensacado en la industria farmacéutica
Ventajas del ensacado automatizado
El ensacado en este sector se emplea principalmente para materias primas en polvo, granulados o excipientes. Automatizar este proceso aporta múltiples beneficios:
- Minimiza la exposición del operario a productos químicos o polvos.
- Mejora la precisión de llenado, asegurando dosificaciones exactas.
- Evita contaminaciones cruzadas, clave en instalaciones multiformulación.
- Permite una trazabilidad total mediante integración con sistemas de control.
En un entorno donde cada gramo cuenta, la automatización no solo mejora la eficiencia, sino que se convierte en una aliada de la calidad y la seguridad.
Soluciones de Brolla para ensacado farmacéutico
En Brolla, contamos con tecnologías adaptadas a entornos exigentes como el farmacéutico. Destacan:
- Las ensacadoras automáticas, que permiten operar con altos niveles de higiene y control.
- Las ensacadoras semiautomáticas, ideales para instalaciones que requieren flexibilidad o menor volumen, sin renunciar a la precisión.
Ambos sistemas están diseñados para integrarse con soluciones de paletizado y control, facilitando una automatización continua y eficiente.
Paletizado automático en la industria farmacéutica
Requisitos del sector farmacéutico
El paletizado en entornos farmacéuticos debe cumplir con criterios adicionales a los industriales tradicionales:
- Espacios reducidos, especialmente en salas blancas o entornos controlados.
- Necesidad de precisión en la colocación y estabilidad del palet.
- Materiales compatibles con requisitos GMP y estándares de limpieza.
- Integración con sistemas de trazabilidad y control.
Estos requisitos hacen imprescindible el uso de soluciones adaptadas y compactas, con ciclos optimizados y alta fiabilidad.
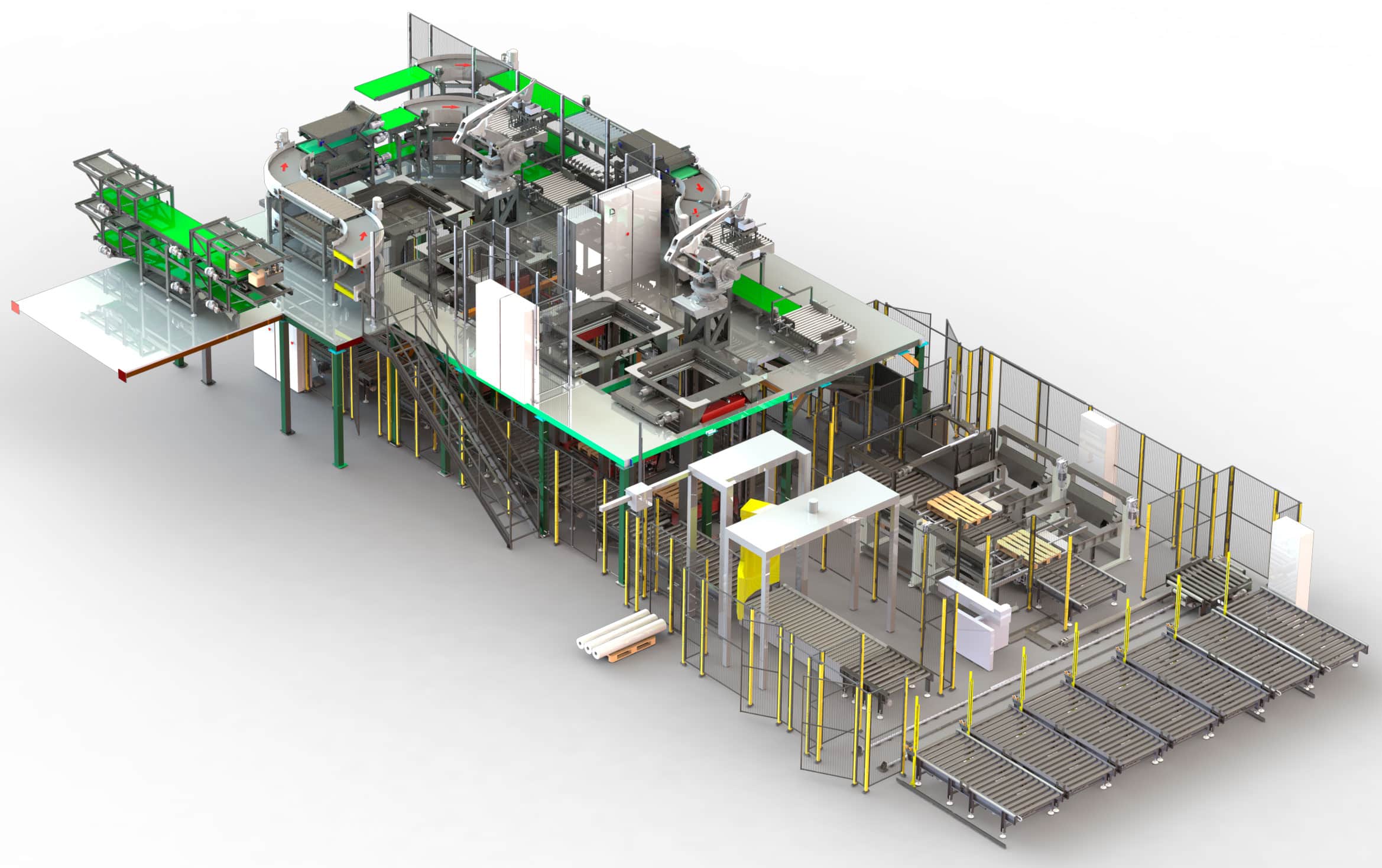
Paletizadores adaptados a la industria farmacéutica
En Brolla desarrollamos paletizadores que responden a estas necesidades. Las soluciones más empleadas en este sector incluyen:
- Paletizadores compactos, ideales para espacios reducidos y cambios rápidos de formato.
- Paletizadores cartesianos, que ofrecen gran precisión y son aptos para entornos limpios.
- Líneas de paletización con robot, perfectas para tareas complejas o multisaco.
Estas soluciones permiten un final de línea limpio, eficiente y conforme a los estándares regulatorios más exigentes.
Automatización integral y cumplimiento normativo
En un sector tan regulado como el farmacéutico, la automatización no solo aporta eficiencia: es una herramienta para cumplir con la normativa. Desde la precisión en el ensacado hasta la trazabilidad en el paletizado, los sistemas deben responder a estándares como GMP, FDA o ISO, y adaptarse a procesos cada vez más digitalizados.
Integrar soluciones de final de línea como las de Brolla permite minimizar riesgos, reducir errores humanos y asegurar la conformidad, sin renunciar a la eficiencia operativa ni a la escalabilidad.
Conclusión: la automatización como aliada del cumplimiento y la eficiencia
El ensacado y paletizado en la industria farmacéutica requiere soluciones técnicas adaptadas a sus exigencias. Automatizar estas operaciones no solo agiliza el proceso, sino que mejora el control, la seguridad y el cumplimiento normativo.
En Brolla desarrollamos e integramos soluciones de ensacado y paletizado, ayudando a nuestros clientes a optimizar su final de línea sin renunciar a la precisión ni a la trazabilidad. Si buscas elevar tu nivel de automatización, contacta con nosotros y te ayudaremos a diseñar una solución a medida.

- Paletizador de segunda mano o nuevo: cuál es la mejor inversión - 18 de noviembre de 2025
- ¿Qué es la automatización inteligente y dónde podemos usarla? - 11 de noviembre de 2025
- Máquinas de pesaje industrial: cómo elegir la más adecuada - 4 de noviembre de 2025